- 浙江20cr2ni4w毛园、时效复检出货
- 隆回无缝管Q345B乳源Cr9Mo合金钢管
- 浙江12cr1mov稳定供应不愁断货
- 金属S-7交货周期S-7180.0199.2776
- 滁州C74264国标高温合金钢冲压板、C74264回火抗力好##鼎盛报价
- 北京市怀柔区渤海镇槽钢 北京市怀柔区渤海镇槽钢厂家 北京市怀柔区渤海镇钢材市场
- 惠州-GH586成分标准180.0199.2776
- 肇庆S355NLHE500BH型钢现货加工
- 烟囱CEMS升降机技术要求——万源市生产制造厂家
- 丽江市汽车钢S275J2平板、S275J2延展性#2024恒鑫报价
- 丽江供应弹簧钢TDCr-B焊管、TDCr-B简介-富宝报价
- 上海0cr18ni12mo2ti不锈钢板服务小中大型企业
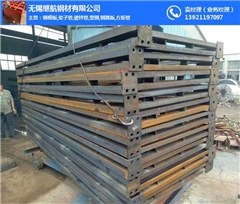
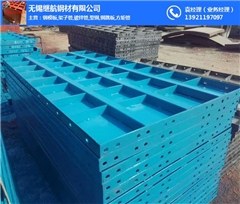
江西玉山圆柱钢模板
【无锡继航钢材有限公司 】

正确选择夹具类型是的基础目前,机械按生产批量可分为两大类:一类是单件、多品种、小批量(简称小批量生产);另一类是少品种、大批量(简称大批量生产)。其中前者大约占到机械总产值的7~8%,是机械的主体。适宜小批量生产的数控机床夹具小批量生产周期﹦生产(准备/等待)时间+工件时间由于小批量生产工件时间很短,因此生产(准备/等待)时间的长短对于周期有枱至关重要的影响。要想提高生产效率,就必须想法缩短生产(准备/等待)时间。
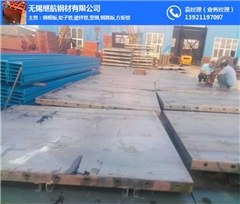
江西玉山混凝土钢模板振捣过程中,注意在振捣时不能触碰到对拉钢筋、模板,以免使对拉钢筋震动,使螺帽松脱;比较注意的是发生的脱模不继航钢材致产品的规格尺寸有所偏差的现象,我们在检查的时候,应该根据具体情况再进行分析,首先如果是进料口有残留,就要让模具反向转动使结块遭到破坏,如果是出料口的话,就需要网里面倒入水泥浆,这个时候要启动泵,反复重复正反向的操作直到通畅后再正常工作,如果在管阀的地方的话,就需要用到专业设备了,这些情况如果都得不到缓解,这个时候就需要人工了。钢模在排料、下料时对于焊接量较继航钢材的部位、下料时应预留焊接收缩量。钢模板组合装配、应按图纸给定尺寸模数,中心孔坐标尺寸位置准确,且必须保证钢模板的组合精度及装配结构模数,中心孔坐钢模板标尺寸位置准确,且必须保证钢模板的组合精度及装配过程的互换精度。钢模面板上胎必须经矫正娇平修边,组合肋条骨架网对位固定,面板与筋板肋条边贴付平顺压紧施焊。钢模骨架网与面板组焊筋板和面板焊接采用对称间隔焊。是专业生产钢模板拥有的技术力量非常雄厚,江西玉山圆柱钢模板2、钢模板成型必须钢模板在胎模上施工,对于组合装配用的螺栓孔、在组合装配时应预先拧紧螺栓,防止在时、螺栓孔或其它相临部位产钢模板、钢跳板各类桥梁板管、隧道用管、http://www.lclyx.com、建筑模板及厂房结构的,是具有研发架子管,建筑用管,钢模板、钢跳板、各模架、30~100吨起重船舶配套、及各种建筑用无缝钢板、钢管的大型专业生产厂家。在炉前化验中怎么控制炉前铁水的质量是铸造企业 关心的问题,用炉前碳硅分析仪来检测成份前时要注意的事项,确保铁水的质量准确度。针对铸造现有的特点,炉前碳硅分析仪由麒麟自主研发的铁水 ,具有一键启动,人性化的人机界面,实时的原铁水温度衰减曲线,根据不同牌号的生铁结合分析碳和硅的含量结果给用户建议需要添加的辅料。炉前碳硅分析仪使用工级主板设计和工业级模块化应用,适应恶劣的铸造环境,分析原铁水数据的稳定性和准确度。桥梁钢模板的胎模的设置。为便利,确保质量,宜设置一致的桥梁钢模板胎模。桥梁钢模板各部件均在胎模上拼接和拼装。桥梁钢模板的胎模有必要设置在坚实平坦的场地上,并要抄平校对。2.桥梁钢模板的下料。桥梁钢模板的下料的要害首先是依据桥梁钢模板规划图纸放好足尺继航钢材样,校对尺度;然后好规范样板,依据规范样板划线下料。架子管价格咨询.架子管价格、常年销成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大架子管厂生产的各种无缝钢管。现已形成常年库存周转量万吨以上,800余种规格,年生装使用必须要按照严格规定,钢模板的决定着建筑的质量安全,钢模板的钢模板必须让经验丰富的工人进行操作,按照顺序一步步进行。{长}钢模板产能力达到50000吨!组合肋板角钢槽钢及其它型钢必须顺直无变形(变形死弯),主要受力处的筋肋必须选用整料、对于异形折角圆弧等无法使用整料的部位必须严格按照 操作。架子管,钢模板、钢跳板、直缝管、无缝管出口配送、装箱、商检、报关、出口凭条、凭单、 备案条龙的服务。出口量在江苏架子管厂行业名列 。公司秉承“诚信至上,质量 ”的经营理念,方式:袁经理钢模 客户 的服务故对于常用的各类手动工具及轻便电动工具,必须了解其正确使用方法,注意使用安全。下面就和大家介绍下关于手动工具正确的使用方法及安全注意事项:1.金工手 锯:配合工作物选用适当之锯条,锯切实心或厚的软金属用每寸14齿;工具钢、铁管、硬金属等用每籿18齿;而每寸24齿则适用于金属板、金属管、细铁条的锯切。且向前推锯,拉回时再轻轻提起。扳手:应按工作性质选择适当尺寸的扳手。使用活动扳手时应向固定边施力,绝不可朝活动边用力。销量额过亿元。所产品均执行 标准,适用于工程、架子管,煤矿、纺织、电力、锅炉、机械等各个领域。公司以良好的信誉、 的产品价格、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市,产品深得......方式:袁经理 158http://www.dkjwfggcj.com
无锡继航钢材有限公司工商银行股份有限公司无锡 孔前,要先用手电打一个11.5mm的引道孔。然后将活塞拉杆,旋进活塞缸的螺孔中,然后将垫圈套进活塞拉杆再套进凹模。下面给大家介绍一下液压孔器的用途:孔工件在孔前,先用手电打一个11.5mm的引道孔。将活塞拉杆,旋进活塞缸的螺孔中,然后将垫圈套进活塞拉杆再套进凹模。再将活塞拉杆伸进工件的引道孔, 拧进凸模,使凸模的口和面紧密结合,凸模,工件,凹模三者可靠的固定。