热点资讯
其他资讯
- 中山HC350/600CPD+ZF镀锌薄板、HC350/600CPD+ZF对应的牌号富宝
- 2024年欢迎访问内蒙古临河无砂透水管320350—厂家直发
- 金属1.0763固溶时效1.0763180.0199.2776
- 浙江G10CrNi3MoA现货供货商
- 2023黔南1.4005元棒、1.4005元素含量是多少##鼎盛钢材
- 江苏x100crmov5-1服务小中大型企业
- 乌兰察布-E-Cu57性能固溶180.0199.2776
- 浙江1.4507日日发货
- 宿迁SAE8720锻环厂家直销SAE8720锻环圆钢锻件
- 永嘉回收老柚木家具 永嘉诚信商家回收老花盆
- 阜新DZ4125L国标高温合金钢薄板、DZ4125L各国牌号对照表##鼎盛报价
广东零售伊明牌PLEK090-L3-200-S2-P2小惯量行星变速机
文章来源:ymcdkj
发布时间:2024-04-30 06:43:04
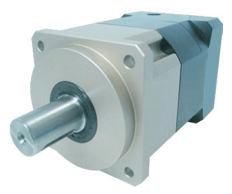
-P2小惯量行星变速机
辨别设备轴承的质量,我们通常从以下几个方面进行外包装是否明晰双列圆锥滚子轴承一般情况下,正规厂家生产的品牌都有自己专门的设计人员对外包装进行设计,并且安排生产条件过关的工厂进行生产,产品的包装无论从线条到色块都应该是非常清晰,毫不含糊。钢印字是否清晰每一个轴承产品都会在轴承产品体上印有其品牌字样、标号等。虽然字体非常小,但是正规厂家生产的产品都采用了钢印技术印字,而且在未经过热之前就进行压字,因此其字体虽然小,但是凹得深,非常清晰。
行星减速机的工作原理是由一个内齿圈紧密结合于齿轮箱壳体上,环齿中心有一个自外部动力所驱动太阳轮,介于两者之间有一组由三颗齿轮等分组合于托盘上之行星齿轮组该组行星齿轮依靠着出力轴、内齿圈及太阳轮支撑浮游于期间;行星减速机当入力侧动力驱动太阳轮时,可带动行星齿轮自转,并依循着内齿圈之轨迹沿着中心公转,游星之旋转带动连结于行星架出力轴输出动力。根据其工作原理来说行星减速机不具备自锁功能。
框图设计为了便于轮齿修正后的控制,更好地适应设计齿形评定的需要,在反复试验的基础上设计出不同齿顶修缘或齿根修缘的形公差带。利用框图,可避免因评定差异而引起的争执,使用方便、比较直观、易于掌握、标准统一,国外用得较多,近几年来,国内企业也始推广应用,从而进一步促进了水平的提高。当然在设计框图时必须根据本企业的现有设备状况、方法以及生产批量大小,同时结合热变形等因素,对主动齿轮及从动齿轮应采取不同的方法。通常主动齿轮齿顶偏正,压力角略小,而从动齿轮齿根偏正,压力角略大,总之数值大小可根据不同的啮合状态确定,一般齿轮不大于 ,特殊情况可控制在之内。
计算有效啮合线长度计算基节定齿顶倒角则该对齿轮重合度因故该对齿轮可以进行修形第二步计算该对齿轮的修形量和修形长度计算评定有效展长度计算节圆点的展长度齿顶的修缘量和齿根的修缘量影响齿顶及齿根的修缘量的因素很多,机理也很复杂,根据有关以及为了便于框图,通常齿顶修形量取齿部修缘起始点根据齿轮手册,齿顶修缘起始点均为齿根的修缘量起始点均为通常也可取计算出两齿轮的修缘量第三步遵循主动齿轮的基节应略大于被动齿轮的基节这个总原则,主动齿轮齿顶略正,从动齿轮齿根略正,选取适当的齿形,确定框图。
精细行星减速机准确的装置、运用和保护减速机,是保证机械设备正常工作的重要环节。因而,在装置行星减速机时,请有必要严厉按照下面的装置运用有关事项,认真的装置。
步:承认电机和减速机是不是完好无损,而且查看电机与减速机相衔接的各部位尺度是不是匹配。
第二步:旋下减速机法兰外侧防尘孔上的螺钉,调整PCS系统夹紧环使其侧孔与防尘孔对齐,进内六角旋紧。以后,取走电机轴键。装置前还要将电机输入轴、凸台及减速成机衔接部位的防锈油用汽油或锌钠水擦洗洁净。
第三步:将电机与减速机成自然衔接。衔接时有必要保证减速成机输出轴与电机输入轴同心度共同,且二者外侧法兰平行,这样能延伸运用寿命,并取得抱负的传动功率和较低的噪音。别的,在装置时严禁用铁锤等击打,避免轴向力或径向力过大损坏轴承或齿轮。必定要将装置螺栓旋紧以后再旋紧紧力螺栓。
第四步:减速机装置后用手滚动应灵敏,无卡滞现象。机前应紧固各联接螺钉,空载试车应不少于2小时,工作应平稳、无冲击、振荡、杂音及漏油现象,发现时应及时扫除。运用时应定时查看各紧固件是不是松动,保证正常工作。
-P2小惯量行星变速机
-32-40-P2
20-P2
-320-P2
br>
磨具在进行磨削时,磨具一方面受到磨削体的冲击作用,另一方面也受到磨削体的破坏作用,这样才能才能保证磨具的锋利度,完成整个磨削过程。显然,在单位时间内,磨削体介入磨削的接触点越多,即单位时间内介入磨削的磨粒越多,磨削效率越高。当磨料一定时,要增加磨料与磨削体的接触,则研磨料的尺寸越小越好。但另一方面,要想将磨削工件完成磨削,则磨具必需有足够的冲击能力才行。磨具的任务是既要保证足够的能力对工件的材料进行磨削,而又要保证磨具对工件磨削到一定的细度,在其它前提一定的情况下(如磨具强度、磨具速度度等),这个任务只有通过选择大小适合的磨料和将它们公道配比才能完成。
上一篇:金昌永昌Q235QE工字钢单价
下一篇:江苏420板材御钢出品